| MOSFET Device |
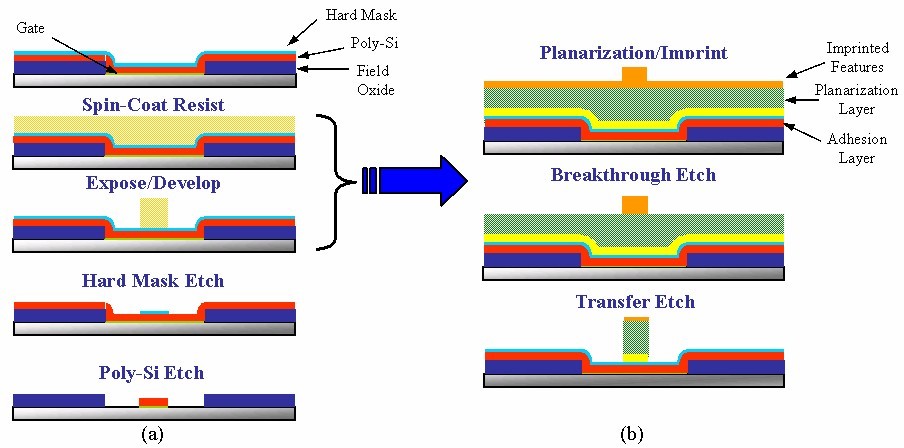
| SFIL was used to pattern the poly-Si gate in a MOSFET
device. Figure 1(a) shows a simplified industrial MOSFET process flow
for the fabrication of the transistor gate. In this process, the
starting substrate is a wafer in which the field oxide and the gate
oxide has been grown, the poly-Si deposited, and the oxide hard mask in
place, This would be spin-coated with resist, exposed, and developed
leaving the patterned resist features. These resist features would then
serve as an etch mask to pattern the hard mask and ultimately pattern
the underlying poly-Si for the transistor gate. The SFIL technique
replaces the spin-coating and exposing steps used in conventional
lithography with the process flow seen in Figure 1(b) and described
below. |
 |
| Figure 1.
(a) Simplified industry MOSFET process flow for gate fabrication. (b)
Additional steps employed by SFIL. |
| The starting substrate was a Si wafer
that possessed gate oxide, isolating field oxide, and blanket poly-Si
and hardmask films. A layer of poly(hydroxystyrene) was spin-coated to
act as an adhesion layer for the imprint planarization step. Imprint
planarization was performed using 4% Darocur 1173 (Ciba) in ethylene
glycol diacrylate and imprinting with a blank template. The standard
SFIL process was performed on this substrate. |
| The alignment was performed on an
existing Canon 501 mask aligner at that has been modified for the SFIL
process. Using optical microscopy, this tool has the capability of
detecting alignment error,
making the corresponding corrections in X, Y, and theta, and performing
the UV exposure to complete the imprint. The process was performed
by first manually dispensing a small amount of etch barrier on the wafer
in the area to be imprinted. The wafer was then raised on a
hydraulic piston into close proximity of the template. As the etch
barrier filled the template relief patterns, a thin layer of fluid
prevents the wafer from actually making contact with template.
This thin fluid film, referred to as the residual layer, acts as both a
lubricant and a damping agent allowing adjustment in the alignment to be
made. With a small gap of ~0.25
m
m between the template and the wafer, both the alignment marks on the
wafer surface and the template are in focus through the backside of the
template and fine alignment could be performed with minimal optical
errors. |
| Alignment between the underlying poly-Si
and the SFIL patterned template was required to define the gate
structures over the active areas of the wafer. Rough alignment in the
theta direction was performed using a simple cross-in-box pattern. The
cross feature was previously defined on the wafer surface and the box
pattern was present in the relief image on the template. Fine alignment
was performed using Vernier marks in the X and Y directions. The
alignment resolution could be resolved from the resulting imprint by
determining which marks on the Vernier scale were aligned. With the
center marks aligned, the resulting overlay error was found to be less
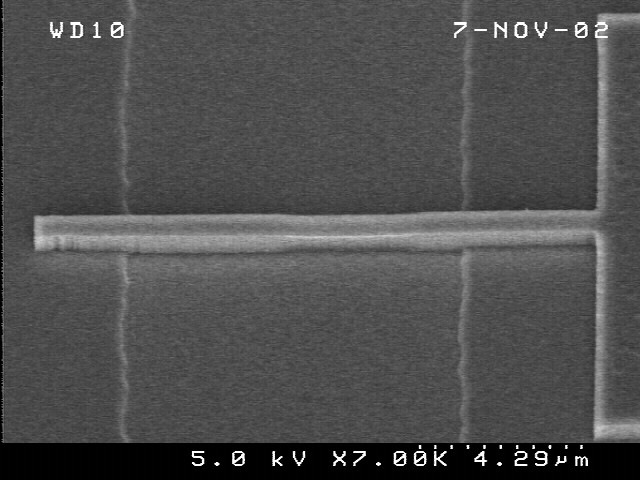
than 0.25 mm. Following the iterative
process of alignment, the imprint area was irradiated with UV light,
polymerizing the etch barrier and leaving an organosilicon relief image
that is a replica of the template pattern, an example of which is shown
in Figure 2. |
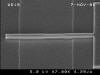 |
| Figure 2. Example polymer gate structure. |
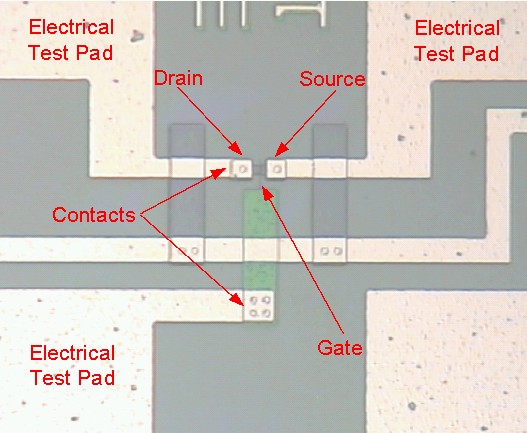
| The standard etch sequence was performed to etch through the residual layer,
transfer layer, hardmask, and poly-Si. The remaining fabrication steps
were completed using conventional processing techniques. Following gate
patterning, each wafer underwent implantation, isolation oxide growth,
contact patterning, and aluminum deposition. An example of one of the
completed devices used in these experiments is shown in Figure 3 . These
devices did not undergo an anti-punch-through implant, source/drain
extensions, or silicide gate cap due to time constraints on the
project. These steps are within our processing capability and will be
included in future device fabrication processes. |
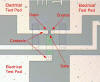 |
| Figure 3. Completed MOSFET device. |
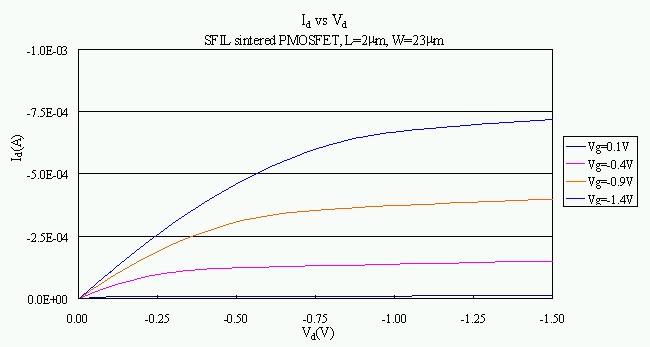
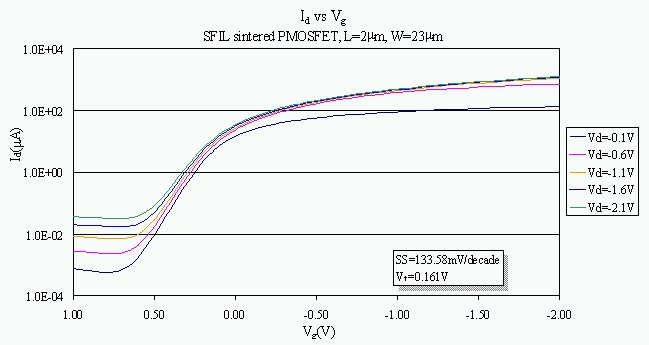
| Following processing, the completed devices were electrically tested. Both drain
current vs. drain voltage (Id vs. Vd) and drain
current vs. gate voltage (Id vs. Vg) curves were
obtained and can be seen in Figure 4. These I-V curves confirm the
functionality of the fabricated MOSFET devices and the successful
incorporation of SFIL in creating a working electrical device. The
electrical data are also consistent with other electrical devices
fabricated with conventional lithographic techniques using similar
processing equipment |
a) b)
b)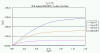 |
| Figure 4. (a) Ig vs. Vg
curves for sintered PMOSFET, Ltarget = 2
mm, W =
23 mm.
(b) Id vs. Vd curves for sintered PMOSFET, Ltarget
= 2 mm,
W = 23 mm. |
|
|

© 2006 Willson Research Group, University of Texas at Austin
Last updated
Site design by Arrion Smith and Obi
SFIL Content by Todd Bailey
|
 b)
b)