| Overlay Alignment |
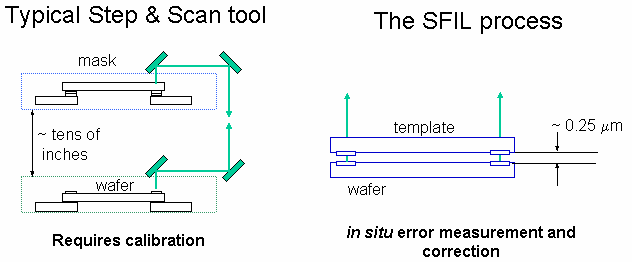
| Figure 1 compares the overlay mark configurations for
optical projection step and scan lithography and for the SFIL process.
In optical step-and-scan lithography tools, alignment is performed i) to
align the mask relative to the mask stage, ii) to align the wafer
relative to the wafer stage, and iii) to align the mask and the wafer
relative to each other using multiple reference mirrors. Calibration of
these step and scan tools essentially involves proper alignment of all
of these reference mirrors with respect to the mask and wafer stages. In
order to maintain the calibration, the tool must be carefully monitored
for thermal, vibrational and mechanical contributions to pattern
distortions. The SFIL process has the advantage of not requiring mirror
and/or calibration of this sort. |
 |
| Figure 1. Overlay mark configuration for
projection step-and-scan and SFIL. |
| Overlay marks and the overlay error
measurements can be readily developed for SFIL by adapting existing
techniques. It is expected that the overlay measurement techniques
developed and demonstrated for X-ray proximity printing can be adapted
to SFIL. When the gap between the template and wafer is small, two
layers of overlay patterns, such as box-in-box or cross-in-box, can be
simultaneously acquired without difficulty using conventional
microscopes. |
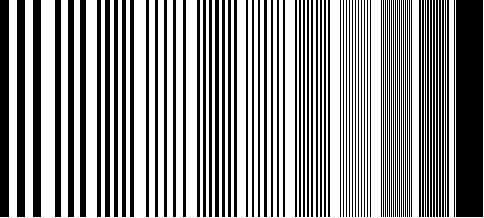
| In a simple experiment, a Vernier pattern
such as in Figure 2 was imprinted on a wafer, and the same pattern was
imprinted on the existing pattern. The goal was to align the second
pattern on the first, to determine if the SFIL materials and template
provided sufficient image contrast for alignment.
Using this technique, an estimate of the overlay error can be obtained
by identifying the darkest block of grating lines that have equal line
and space widths. |
 |
| Figure 2. Schematic of Vernier pattern used for
preliminary overlay alignment experiment. |
| When the patterns are overlaid, the overlay error is
equal to the line width of the grating pattern in the darkest block. If
multiple blocks have the same level of darkness, the block that has the
largest lines/spaces specifies the error. While more sophisticated
techniques, such as the Moiré fringe method, can significantly improve
the overlay measurement resolution, we did not pursue them at this time
because our stage is limited to a resolution of about 0.5 mm. |
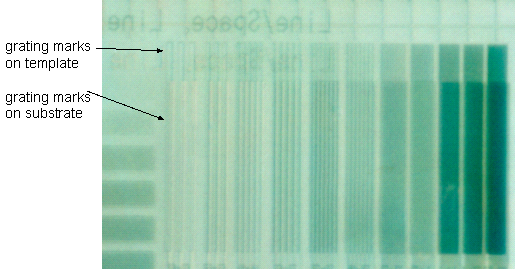
| Figure 3 is an optical micrograph through the template of
a mis-aligned pattern. Note that the existing image is clearly visible
through the template and liquid etch barrier layer. | |
 |
| Figure 3. Optical micrograph through
template during alignment feasibility test demonstrating the ability to
resolve both the template pattern and the substrate pattern. |
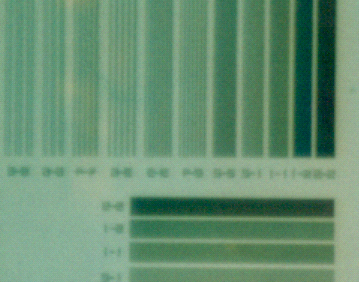
| The wafer was aligned to within the
capabilities of the modified mask aligner, and the resulting micrographs
are shown in Figure 4. An imprint that includes two well-aligned layers
is shown in Figure 4. At the resolution limit of the current alignment
stage, only the block of 0.5/0.5 mm
grating becomes the dark as shown in Figure 4, which indicates that
overlay of alignment accuracy of 0.5 mm has
been achieved both in X and Y directions simultaneously. |
 |
| Figure 4. Optical micrographs of grating
marks showing alignment accuracy of 0.5 mm in X and Y. |
|
|

© 2006 Willson Research Group, University of Texas at Austin
Last updated
Site design by Arrion Smith and Obi
SFIL Content by Todd Bailey
|